


作者: 曹晋杰,尤启江,王振超
绪 论
随着塑料压力管道广泛用于燃气输送、给水、排污、农业灌溉、矿山细颗粒固体输送以及油田、化工和邮电通讯等领域,特别在燃气输送方面得到了普遍的应用,与传统的钢管相比较具有价格低廉,经久耐用,这使塑料压力管道迅速的发展。由于管道输送的流体中不乏危险介质,如天然气和煤气等, 结构一旦破坏后果不堪设想,因此管道的连接技术是影响塑料管道是否广泛应用的关键技术之一。
热熔对接是塑料管道最为可靠的连接方式之一,从欧美发达国家到进入中国,已经得到多年的使用验证。然而,由于热熔焊机市场良莠不齐,劣质焊机仍然被广泛使用。加上很多使用者热熔焊接知识缺乏,操作水平不高,给管道连接做成了极大的安全隐患。本文以PE管焊接作为研究对象,来阐述一款新型的智能化的热熔焊机及辅助装置,作为保障PE管对接质量与安全的一个系统化解决方案,希望对行业健康发展起到积极推动作用。
一.PE热熔对接特性
直管热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接。在加热前需要将待焊管道的两端口进行铣削,这样可以使焊接面更加平整,并且去掉端口表面的塑料氧化层使得同分子熔融更彻底。
整个焊接工艺的主要过程为调整、加热、切换、升压和冷却。对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制在一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关键是要在对接过程中控制好温度、时间、压力三参数。
聚乙烯管道热熔焊接过程如图所示,当聚乙烯管道端面被加热到熔融状态后,熔融层中聚乙烯高分子链热运动加剧,对两端面施加轴向压力使其紧密的结合在一起,这时一端熔融层中的紧密缠结的分子链在热运动和压力的共同作用下,将进行解缠结,并通过聚乙烯分子间空穴渗入到另一端熔融层的分子间隙中,并与该熔融层高分子链盘绕缠结在一起,冷却后形成性能稳定的热熔焊接接头。
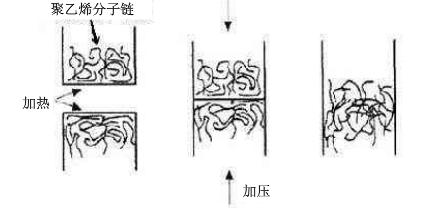
热熔焊接过程示意图
二,热熔对接设备分析
目前市场上存在不同形式,和不同制造水平的PE管对接设备,因为实现焊接功能的原理相同,统称为热熔对接焊机。 根据实现热熔焊接的方式的自动化程度不同,我们将其分为三类:手动焊机,普通液压焊机,半自动液压焊机,全自动液压焊机。
1. 手动焊机
顾名思义,手动焊机的整个焊接过程是通过人为的操作,手动人力切换加热板和铣削装置。 由于焊接压力和时间控制都依靠手动控制,因此无法精确控制焊接的标准,焊接质量完全依赖焊接操作者的个人感觉,这种焊接一般用于对管道对接焊口质量要求比较低的场合。

手动焊机
2. 普通液压焊机
普通液压焊机,在手动焊机的基础上增加了液压系统,操作者仍然手动人力切换加热板和铣削装置,但通过液压系统来施加铣削力,热渗力和冷却保持力。焊接压力由配有指针式压力表的液压系统提供,优良焊机厂家提供的焊机压力稳定且较为准确。液压焊机自带数显计时器,能够准确的控制吸热阶段与冷却阶段的时间。但由于各焊接阶段都是由人工操作,压力和时间的控制容易产生误差,且无法对每一个接口数据进行完整的记录、监控,所以焊接质量无法精确控制。

液压焊机
3. 半自动液压焊机
半自动液压焊机是在普通液压焊机的基础上增加了工艺参数计算,工艺过程提醒,焊接数据自动记录的功能。最简单的做法是在普通液压焊机上改造加装智能数据控制仪。在进行焊接之前,焊接操作者输入相关管道数据,机器根据焊接标准,或操作者自定义焊接标准,自动计算各个工艺过程得压力和时间,机器提醒何引导操作者手动地完成整个焊接过程。
半自动热熔焊机能够较好执行焊接的工艺参数,并且记录实际参数,便以施工现场的管理和项目追溯。但由于其整个焊接过程仍然由手动控制,控制的精准度依然需要提高。

半自动焊机
4. 全自动热熔对接焊机
全自动焊机实在半自动机器的基础上将影响焊接质量的整个焊接过程交给机器自动来执行和控制。
焊接加装温度,压力,时间和行程智能系统,自动适应环境的变化以及自动调整在新材料上焊接的焊接参数;具有记忆功能,自动记录所采用的焊接参数;采用磁卡数据载体;对塑料焊机采用ID授权管理。随着网络技术的发展,将对焊机利用网络进行辅助管理远程故障诊断及远程参数设置。充分利用网络的快捷、方便,使塑料焊接技术向前发展。
全自动焊机最大限度地减少人为因素对焊接过程的影响,并且能够降低对焊接操作人员焊接经验的依赖。能够很方便地接入企业管理体系,适应物联网和大数据时代对焊接设备的要求。

全自动焊机
三,PE管道热熔焊接工艺
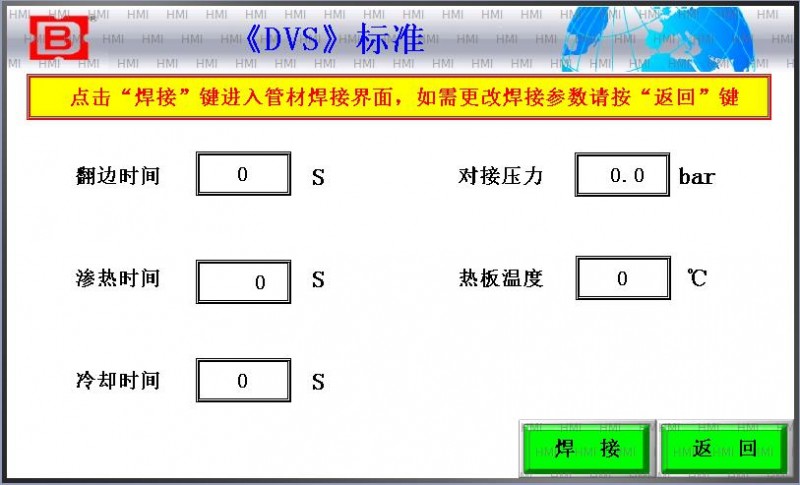
管道的连接技术的关键影响因数主要是管道焊接工艺、焊接设备的质量以及人为操作的影响。关于焊接工艺当前比较常用的德国“DVS”焊接标准,国内“TSG2002-2006”焊接标准已经是比较成熟的焊接工艺标准。所以当前焊接质量主要是焊接设备的质量以及人为因素的影响。
管道熔接共分为五个阶段
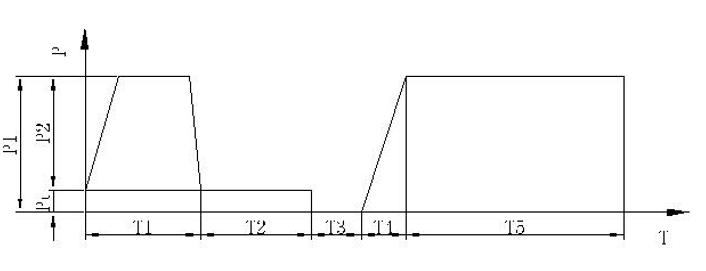
P1:总对接压力 P2:焊接压力 Pt:拖动压力 T1:卷边时间
T2:吸热时间 T3:切换时间 T4:熔接时间 T5:冷却时间
Pt:Pt为拖动压力,其数值为实际焊接过程中测得,定义为能使管材匀速移动的最小压力;
P2:焊接压力为根据管材的外径、壁厚计算得到的压力;
焊接压力=![]() ×0.15
×0.15
管材截面积=3.14×(管材直径-壁厚)×壁厚
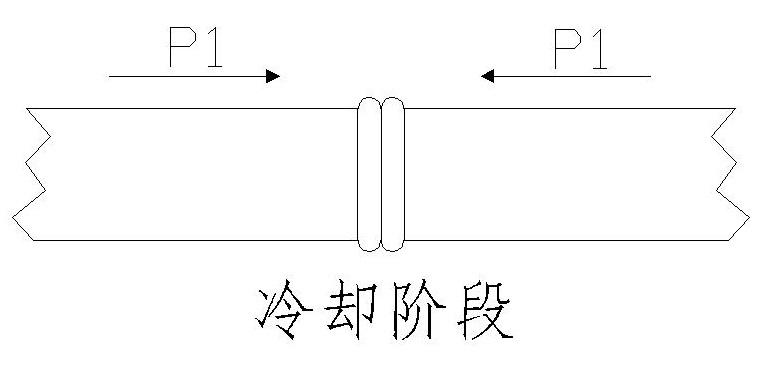
P1:总对接压力=焊接压力+拖动压力(Mpa);
拖动压力一般不得大于焊接压力的50%。
T2:吸热时间=壁厚×10;
T3:加热结束至压焊开始的一段时间,包括管道与加热板分开的时间、加热板移出的时间和管道互相靠拢的时间;
T4:管道互相靠拢至压力到达对接压力所用的时间;
T5:管道完全冷却所需的时间;
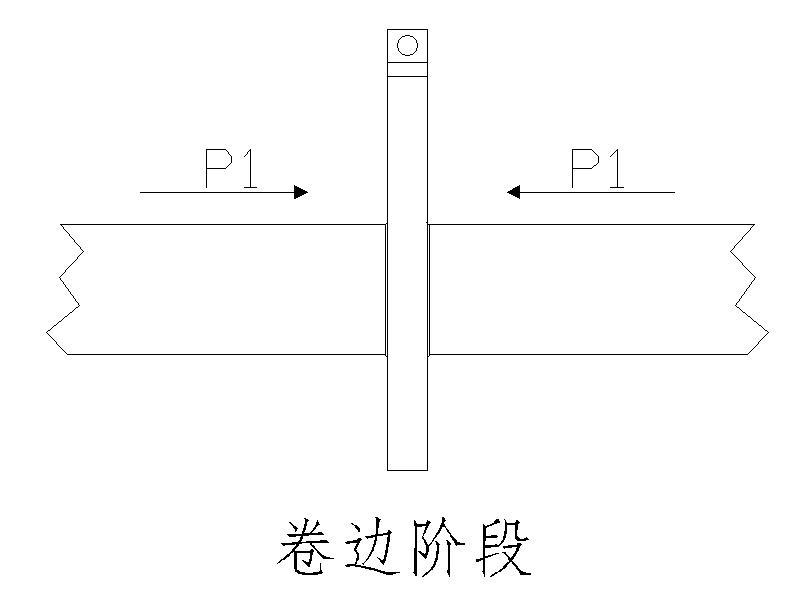
卷边阶段:此阶段是为了消除加热板与待焊端面间存在的微小间隙,使两端面均匀贴近加热板,达到均匀吸收热量的目的。
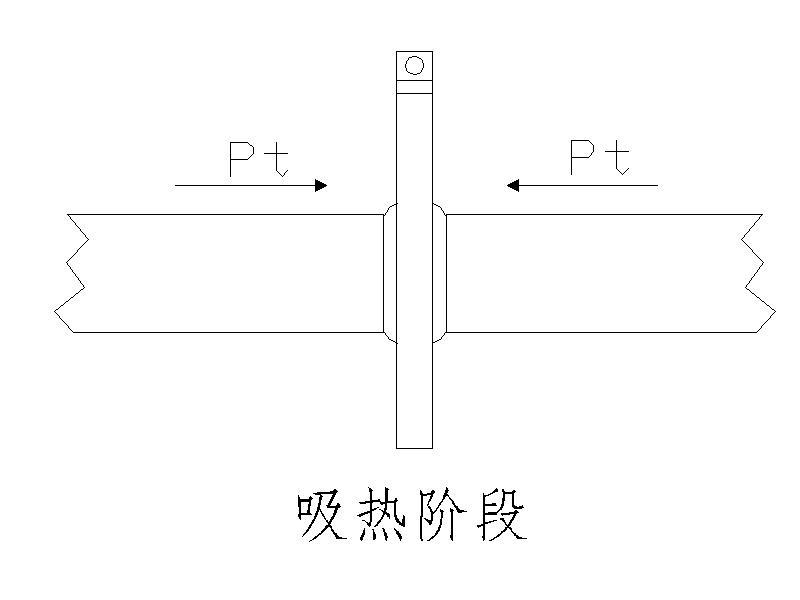
吸热阶段:此阶段的目的是为了获得充分的融化区域,此时两管端间的压力接近0,施加拖动压力确保两管端与解热板间不产生位移,避免因管道回弹造成管端与加热板脱离
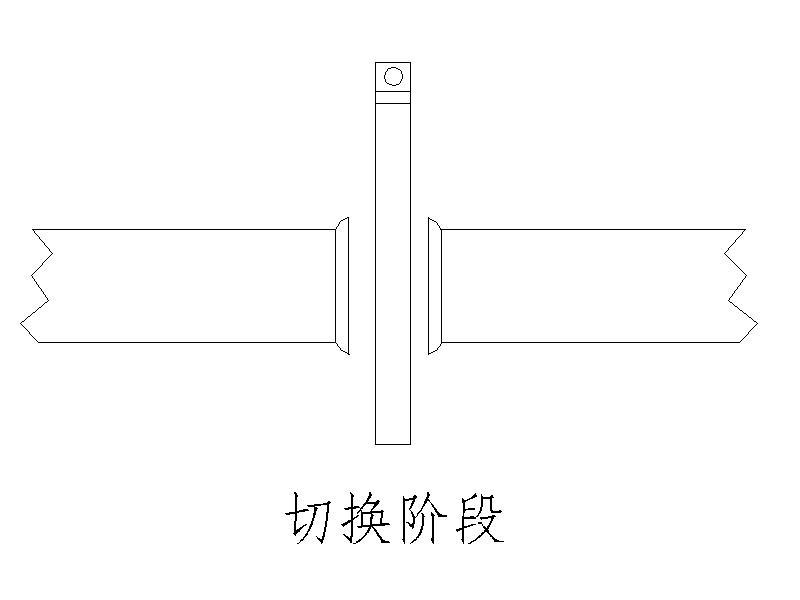
切换阶段:即打开对接架取出加热板的过程为尽可能减少热量损失,避免灰尘沙粒等,污染已熔融的焊接端面,此阶段要求所用时间越短越好,限定在工艺参数提供的切换时间之内完成。
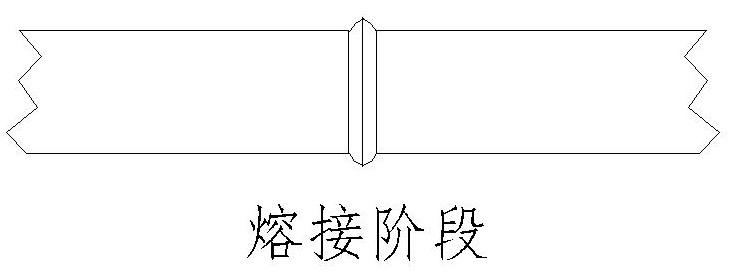
熔接阶段:这一阶段是充分熔融两端面的聚乙烯分子在压力作用下相互扩散,重新组合的过程。为了或得一个好的焊口,压力增加时应做到迅速平稳。
冷却阶段:这是在保持溶解压力的条件下使焊口自然冷却的过程。由于聚乙烯材料导热性差焊缝行成过程较长以及冷却过程材料收缩等因素,要求冷却过程必须在保持压力下进行。
焊接过程中多余的熔融塑料被挤出,形成了焊接接头,且焊接接头的大小和几何形状影响焊接质量。研究表明,接头性能的好坏主要由焊接过程中的温度、压力及加热时间决定。
热熔对接焊机是用来加热塑料管道(或管件)端面的专用设备,使被加热的两端面熔化,迅速将其贴合。保有一定的压力、冷却,达到熔接的目的。
四,基于大数据及云技术的智能PE管热熔焊机
全自动热熔对接焊机是机电一体化产品,其机械部分的结构采用夹持及导向装置,动力由液压系统提供,该装置装卸方便,并且可通过在夹持装置中添加内夹瓦,以适应不同规格塑料管道焊接的需要。铣刀使用高速碳钢刀片、链条驱动增强铣刀的切削能力。加热板采用铝合金制成,这种加热板表面不易腐蚀,而且传热快,表面温度均匀。同时表面有聚四氟乙烯薄膜防止塑料粘在加热板上。
基于大数据及云技术的智能PE管热熔焊机,不仅实现了焊接过程的自动化。更重要的是,能够实时执行相关焊接标准规定的焊接工艺,还能实时监测工艺执行的符合性,并将焊接数据实时传输到企业管理系统,让企业对施工质量能够进行实时的监控。让企业对施工现场的数据进行统计、分析,留档。将施工责任落实到具体的单位和个人,也能够对焊机进行有效管理。让企业管理水平提升到适应智慧城市发展和中国制造2025等国家战略等新时期的新要求。
4.1 焊机的基本结构
全自动智能化的焊机采用西门子S7-200 PLC控制焊接的工艺参数和工艺过程,可避免人为因素的影响。本设备采用预置参数控制热熔对接焊过程,就是将PE管道热熔对接焊的8个工艺参数的计算公式写入PLC,焊接时PLC自动根据输入的管材参数计算焊接工艺参数,同时考虑焊接现场环境温度的影响自动修正工艺参数,得出适合于现场的焊接工艺参数,并根据这些工艺参数完成其工艺过程,从而不用人工干预,实现自动焊接过程。
采用西门子模数转换模块,将温度传感器、压力传感器、位移传感器的模拟量信号准确的转换成数字信号。
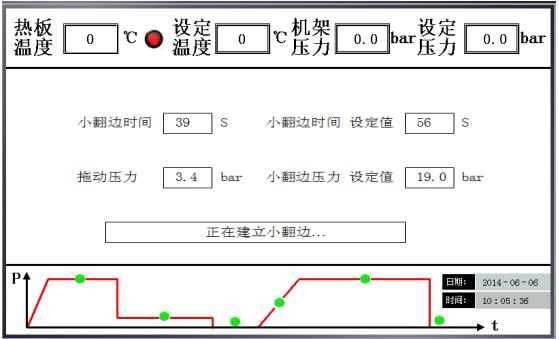
采用Touch win 与机械键盘组合的人机交互系统,人机交互快速方便。Touch win 可以实时显示焊接流程中每个阶段的各项参数。
采用电比例放大器控制电比例溢流阀控制压力,压力控制准确。
加热板采用液压系统实现插入、抽出动作的自动化,排除人为因数干扰。
4.2 焊机的控制系统
控制系统由西门子S7-200 PLC 、A/D模数转换模块、人机交互系统、传感器等组成。
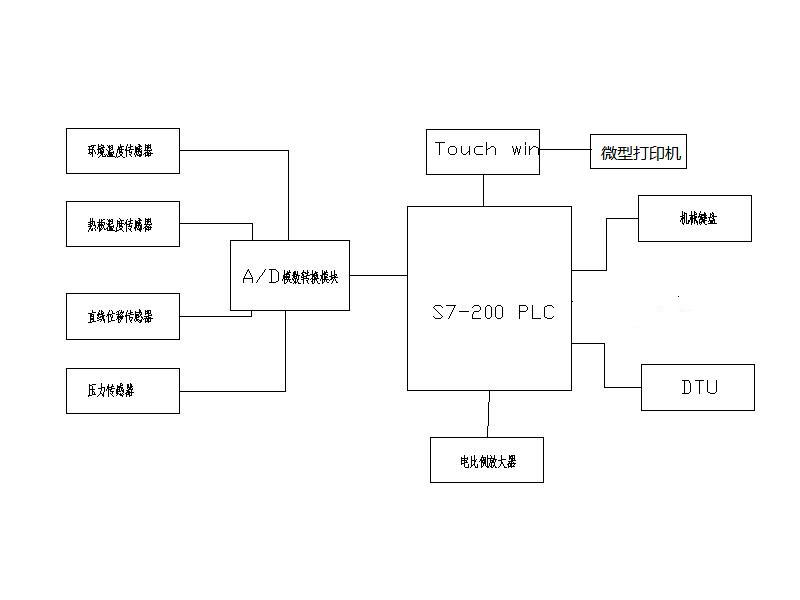
全自动热熔对接焊机控制系统框架图
控制系统工作方式
1.多路传感器采集模拟量信号传输到A/D转换模块,A/D转换模块将数字信号传输到PLC汇总运算。
2.Touch win 进行人机交互,将管材参数传输给PLC进行参数计算。并且记录实时焊接数据储存到自带的存储器内,存储器容量为2000条记录。 Touch win 可以将所有存储的数据以表格形式导出备份,同时可以使用与之连接的微型打印机打印当前的焊接记录。
3.PLC 内置自主开发的焊接程序,根据接收到的管道参数、环境温度,自动计算各种焊接参数,包括压力、温度、时间。然后进入焊接程序中的步进程序进行自动焊接,参照传感器的反馈自动调节各参数。
4.DTU具有GPS定位、远程数据传输、ID识别等功能。ID识别功能采用指纹识别,焊接开始前需要进行指纹解锁方可进入焊接程序。焊接结束后DTU接收来自PLC的焊接记录数据,与实时的位置信息一起发送至云端服务器。
4.3 焊机软件功能
1.实现人机交互
2.温度采样、压力采样、位移采样、冷端补偿、PID 计算和加热控制
3.焊接参数的计算
4.焊接动作流程的控制
5.焊接记录的存储、打印、远程传输
6.对传感器故障及操作失误的报警处理
参数计算
数据采样及焊接流程控制
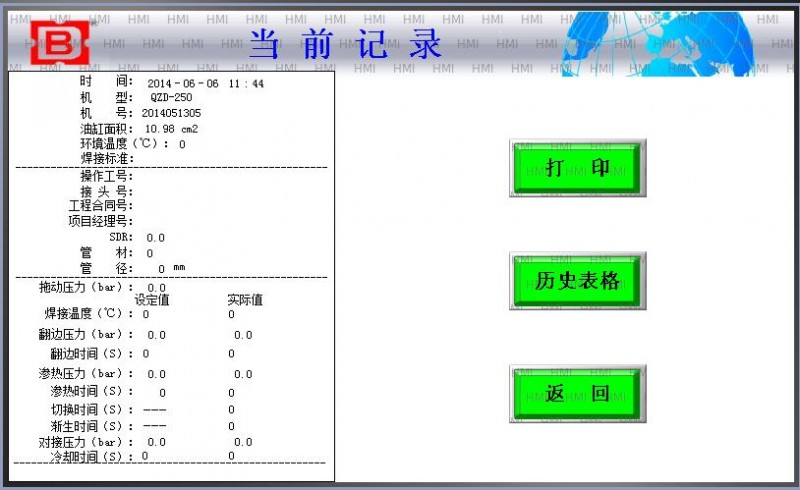
焊接记录
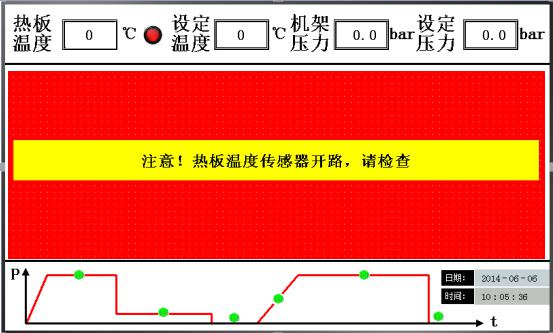
故障报警
五, 基于大数据及云技术的智能PE管热熔焊机实现的管理功能
智能PE管热熔焊机在大数据及云技术的支持下可以实现焊接数据的实时收集和分析,人员和工程质量的监控,历史工程的追踪回溯。具体可分为以下几个方面。
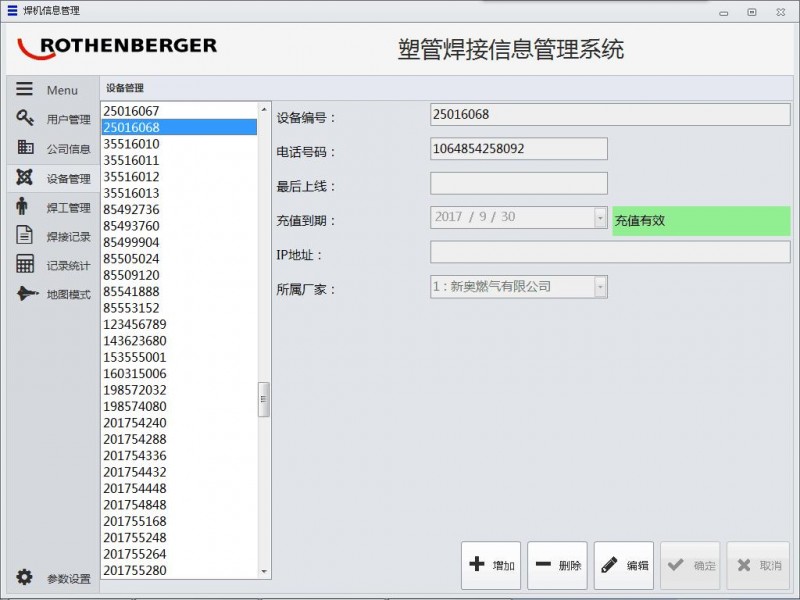
1.数据收集管理:能够收集焊接过程中的实时焊接参数,以及焊接工程信息(包括但不仅限于工程号、项目号、施工队信息、施工员信息、焊口编号、焊口坐标)。以此对施工人员、工程质量、管线进行管理。
2.实时上传:实时上传焊接信息可以保证信息的真实有效,且系统带有软件加密和防火墙,防止入侵篡改焊接信息。
3.定位功能:集成GPS与北斗定位供选择使用,GPS在当前市场应用较为广泛但精度只有10m,北斗系统在配合基站的情况下可达到亚米级,精度较高。
4.指纹识别与人脸识别:可以用软件绑定人员信息,控制人员的操作权限,可以设定操作有效期,并根据数据分析判断人员的焊接质量,当某个人的焊接质量产生严重问题时能够提示且取消操作权限。将每个焊口的质量指定到人。
5.焊口RIFD芯片追踪:芯片追踪可以实现焊口信息与焊口地理位置的准确绑定,能够准确定位焊口铺设的位置及深度(焊机定位只能提供焊接的位置),方便管线的后期维护管理。
6.拍照功能:可以将焊口的实际照片与焊口信息绑定,真实记录。
7.在线监测:能够在线实时监测设备的状态与性能,并实现远程故障监测。
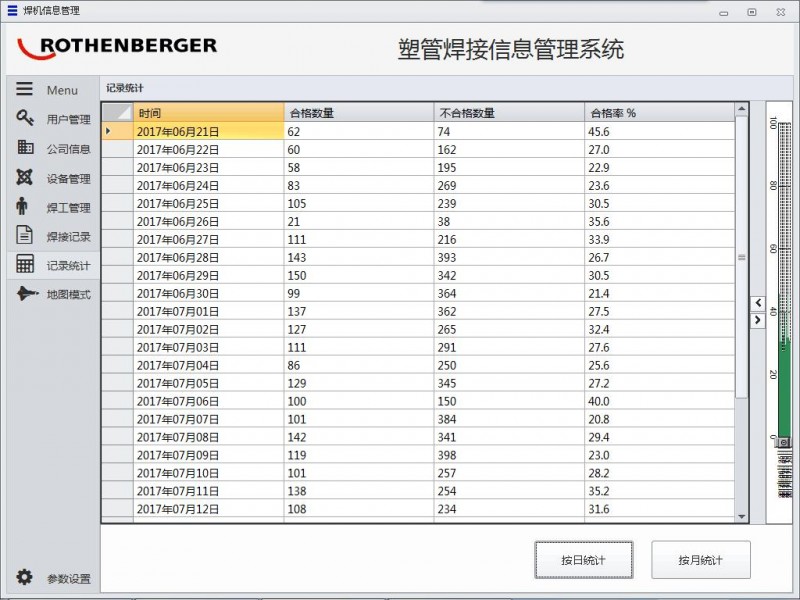
8.辅助统计分析:通过后台软件对焊接合格率、焊接效率进行处理统计,再经过大数据分析能够得出焊接工程的最佳优化方案。

数据收集管理
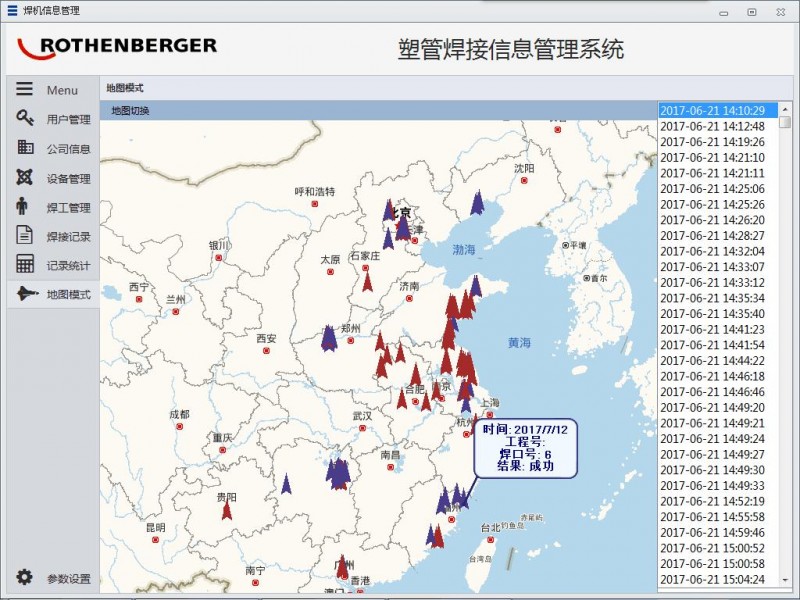
定位功能
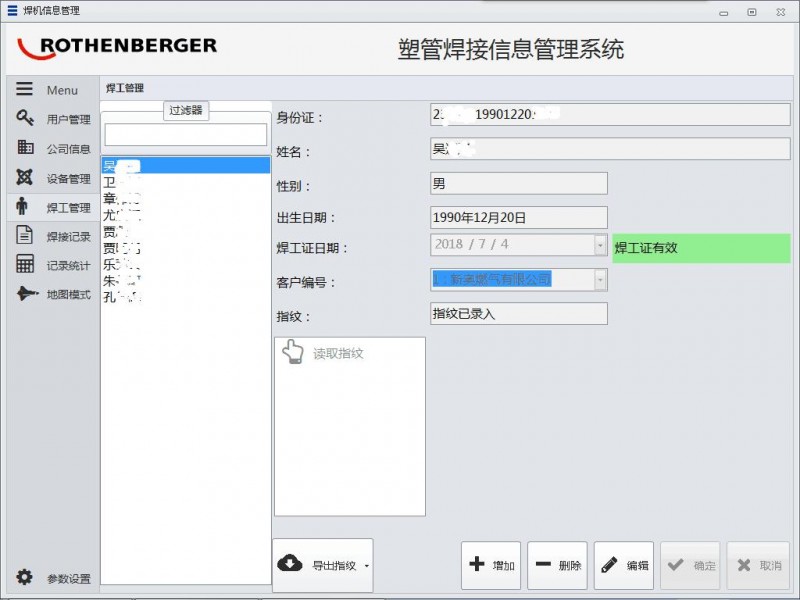
指纹识别与设备管理
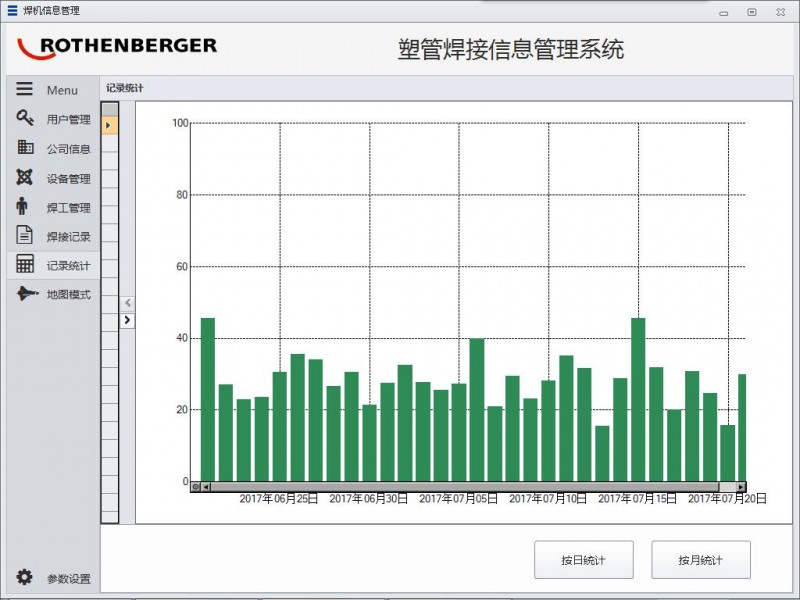
数据统计分析
六. 结论
全自动热熔对接焊机的工艺参数较多,动作过程也较复杂, 但利用计算机控制焊接的工艺参数和工艺过程,把焊接过程中的人为因素降为最小,这样就保证了焊接质量,
该系统采用PLC对加热板的温度、压力、位移数值进行检测和控制获得了满意的结果,同时该系统调式方便,精度高,抗干扰能力强,比起传统的手工焊接方式有很大的益处,可避免由于人为因素的影响,同时利用计算机控制塑料压力管道的焊接,还可以自动修正焊接现场环境条件对焊接工艺参数的影响,从而能保证焊接的质量。
在物联网和大数据分析的社会大背景下,智能PE管热熔焊机能够充分利用这些优势使得焊接工程更加可控,焊接质量更有保障。后期对管线的维护监测更加方便。
塑料压力在燃气、供排水等领域得到了广泛应用,其管道的连接技术保证了管网系统的正常施工和安全运行。随着科学技术的发展,塑料压力管道的焊接技术将向自动化、智能化和信息化方向发展。
参考文献:
1.燃气用聚乙烯管道焊接技术规则 TSG D2002---2006 ------特种设备安全技术规范
2.聚乙烯燃气管道工程技术规程 -----CJJ63-2008
3.塑料管材和管件 聚乙烯系统熔接设备 GB/T 20674.1--2006------ISO 12176-1:1998,MOD
4.物联网的应用和发展研究 ------黄迪.北京邮电大学 2011